Предлагаемые развальцовочные станки GS Hydro применяются для изготовления сборных гидравлических соединений для труб для автомобильной, авиационной, нефтегазовой и судостроительной промышленности, с возможностью применения давления до 690 бар без каких-либо сварочных операций.
Во всех станках используется технология "вращающегося конуса", которые обеспечивает вращение вокруг оси с мягкой и постепенной формовкой законцовки. В отличие от традиционного способа "ударной формовки" гидравлическим цилиндром в 1 шаг, обеспечивается более точная деформация без повреждения поверхности и более мягкий переход, что может являться критичным при связках трубопроводов с высоким давлением.
Возможна обработка трубопроводов от 6 до 608 мм (по большим размерам просим обращаться дополнительно). Полученная развальцовка труб полностью применима для стандартов JIC-37°, GS-37° и GS-90° (стандарт аттестован в Llloyd, DNV, ABS, RINA, BV, MRS, NKK, TUV, Российский Морской Регистр и т.д.) Развальцовочные станки GS Hydro поставляются как в полуавтоматичесском исполнении (ход конуса контролируется оператором), так и в автоматическом исполнении с возможностью выполнения развальцовочных операций по автоматическому циклу с предварительно запрограммируемым ходом.
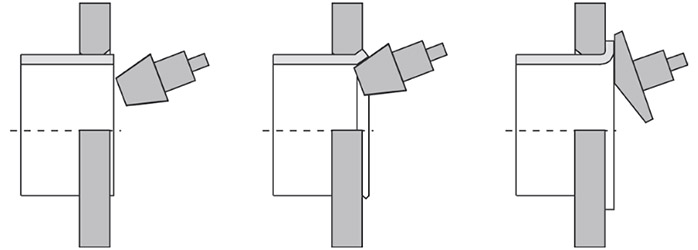
1. Процесс отбортовки начинается с зажима трубы в специальной зажимной паре соответствующего размера и нанесения небольшого количества масла или смазки. Зажим вручную или с помощью гидроцилиндра.
2. Конус на 37° вращается вокруг центральной оси и совершает поступательное движение по направлению к концу отбортовываемой трубы, до тех пор, пока не будет получена необходимая форма. Деформация трубы осуществляется постепенно и, таким образом, достигается достаточно плавный переход.
3. При необходимости, для отбортовки на 90° используется другой конус после оконнчания операции отбортовки на 37°.


